

In the food packaging and paper converting industry, equipment stability directly affects production efficiency and product quality. Whether you operate a pop-up wax paper folding machine, pre-cut deli paper making machine, hamburger paper converting machine, or butcher paper making machine, mastering common problem debugging and daily maintenance skills is essential to reduce downtime and ensure consistent output.
Common Debugging Issues of Pop-up Wax Paper Folding Machine & Solutions
1. Uneven Folding of Products
This is the most common issue, often caused by incorrect positioning of the master roll. Adjust the tailstock handwheel to ensure the raw material (silicone oil paper, deli paper, or hamburger paper) is free of wrinkles and skewing. For the butcher paper making machine, pay attention to the thickness of the paper and adjust the roller pressure accordingly to avoid folding deviation.
the focus should be on the diameter of the master roll and adjusting the tension value accordingly. The specific corresponding relationship between master roll diameter and tension is shown in the following table:
Master Roll Diameter | Tension Adjustment Value |
800mm | 9.5~~10 |
500~600mm | 6.5 |
Less than 500mm | 4.0 (maintained until the master material is used up) |


During the production process of a single roll of raw material, the diameter of the master roll will gradually decrease as production proceeds. As the diameter decreases, the tension value needs to be adjusted according to the corresponding values in the table. Generally, the tension needs to be adjusted three times during the production of one roll of raw material to ensure that the tension remains stable throughout the production process and avoid uneven folding caused by unstable tension.
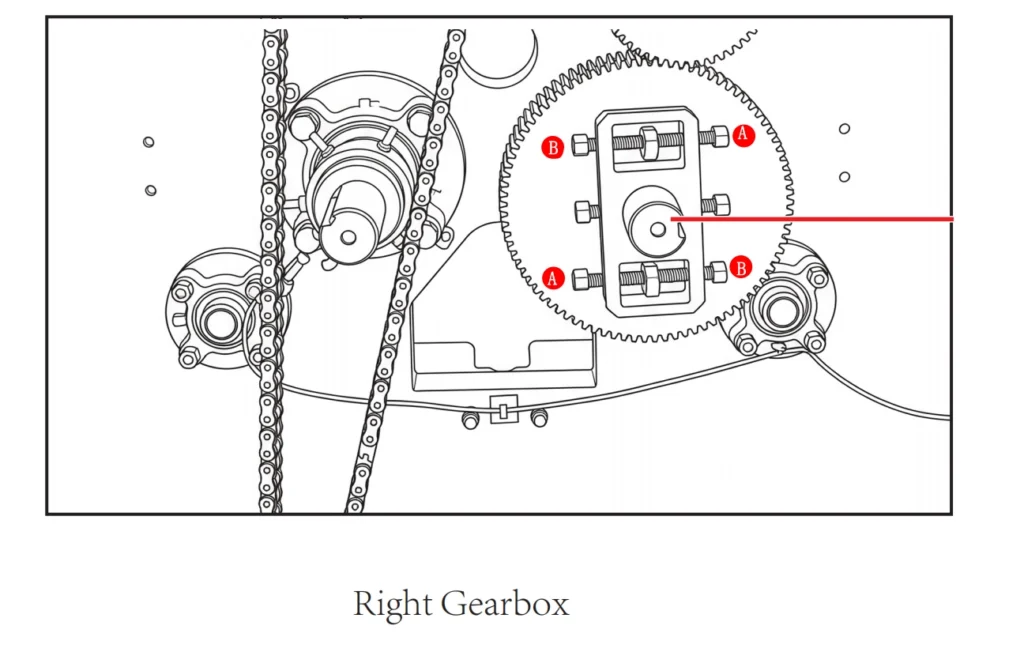
2.Improper Engagement of Plug Knife and Clamp Knife
When the plug knife and clamp knife fail to engage normally, adjust them in diagonal bolt pairs. If bolts A/A are tightened clockwise, bolts B/B must be loosened counterclockwise simultaneously. Observe the engagement status through the observation port; if the error worsens, reverse the adjustment until the engagement is smooth.
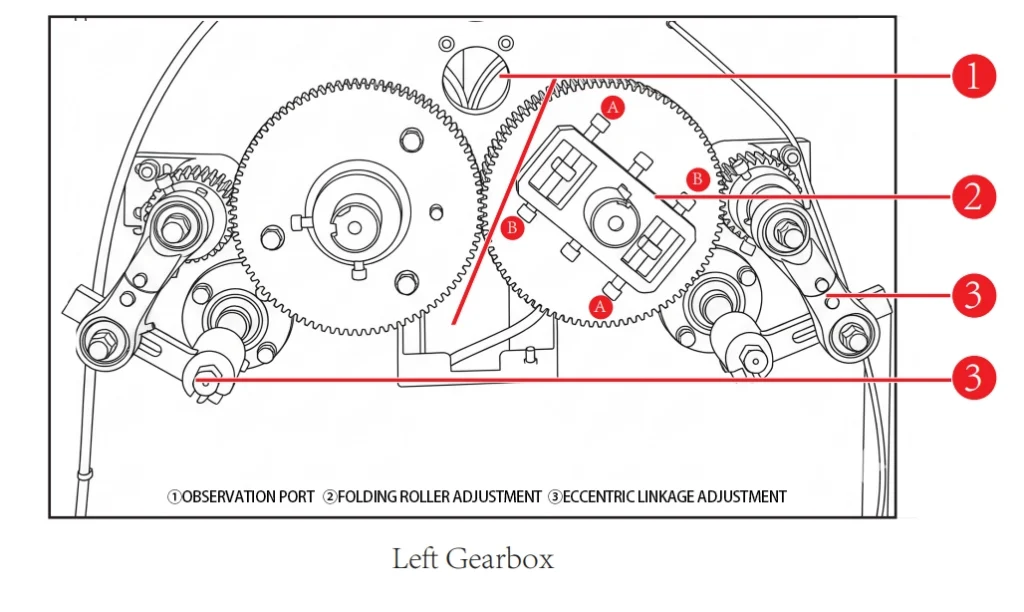
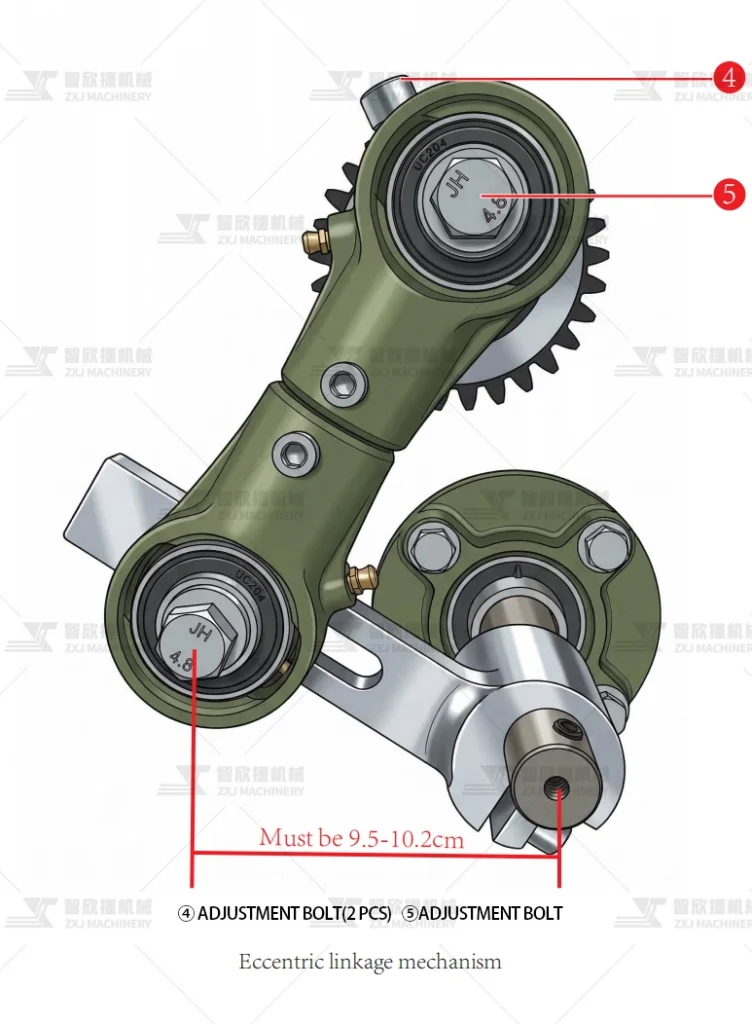
3. Incorrect Timing of Discharge Fork
When the timing of the discharge fork is inaccurate, loosen the locking bolt 4 first, then use a wrench to fine-tune the adjustment bolt. Turning clockwise advances the fork’s action, while turning counterclockwise delays it. After adjustment, retighten the locking bolt and check the effect through the observation port to ensure accurate feeding and folding.
Daily Maintenance Tips for Pop-up Wax Paper Folding Machine
Proper daily maintenance can significantly extend the service life of the pop-up wax paper folding machine, pre-cut deli paper making machine, hamburger paper converting machine, and butcher paper making machine, reducing the frequency of faults.
1. Regular Cleaning
After daily operation, clean the machine’s rotating rollers, plug knife, clamp knife, and observation port to remove paper scraps, dust, and debris. This prevents blockages and ensures stable operation of moving parts.

2. Check and Tighten Transmission Parts
Regularly inspect the tightness of chains, belts, and locking bolts. Replace or adjust parts with abnormal wear or looseness in a timely manner to avoid transmission failure.

3.Lubrication and Power Management
Lubricate the machine’s bearings, eccentric linkage mechanisms, and other moving parts regularly to reduce friction. When adjusting parameters or replacing parts, always stop the machine and cut off the power supply to ensure operational safety.
FAQ
Q1: What is an automatic food packaging line for interfolded deli paper?
It’s an integrated workflow that converts rolls into interfolded pop-up sheets, batches accurately, and connects to boxing/cartoning for retail-ready output.
Q2: Can interfolded deli paper production be semi-automatic first?
Yes. Many plants start with stable converting + controlled batching, then add boxing/cartoning automation after output stabilizes and demand grows.
Q3: Why does downstream automation fail in pop-up products?
Most failures are caused by inconsistent sheet length, unstable interfold overlap, or count drift—downstream equipment can’t compensate for inconsistent upstream output.
Q4: How do I scale output without losing dispensing quality?
Scale through column/lane strategy and stable process windows, then match downstream packing speed with buffers between modules.
Build Your Interfolded Deli Paper Production Line
📩 Get a Quote / Contact Us
for machine specifications, video demonstrations, and a detailed quotation.
WhatsApp: +86 158-9610-9075
Email: paul@zxjmachinery.com
For detailed specifications and model options, visit our
🔗Interfolded Deli Paper Production Line
🔗Pop-Up Wax Paper Folding Machine Process & Patent-Protected Design


{kind=link}